Nüsse Erdnuss Walnuss Cashewnuss Farbsortierer
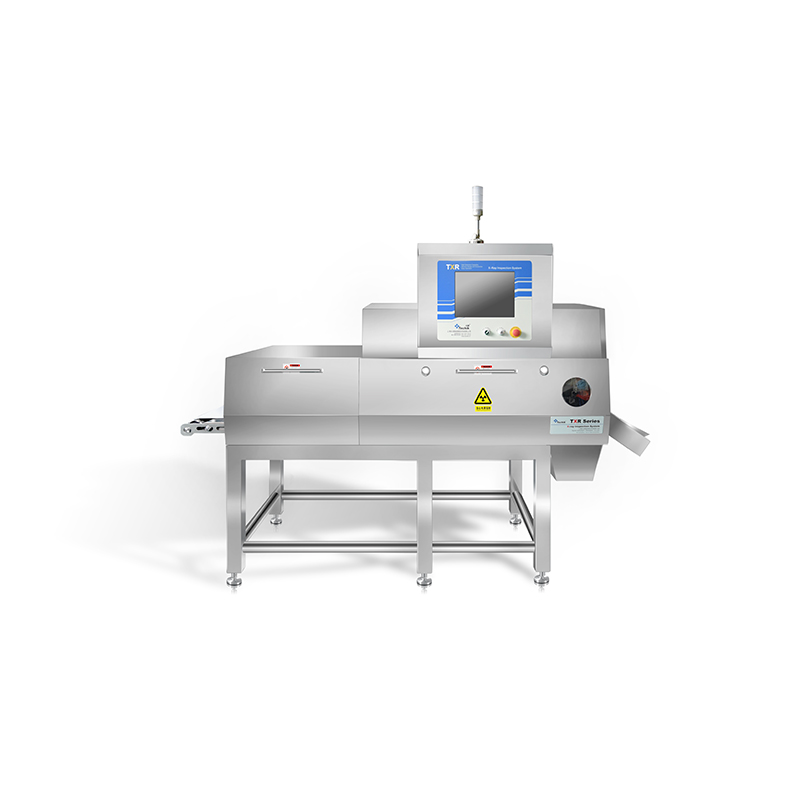
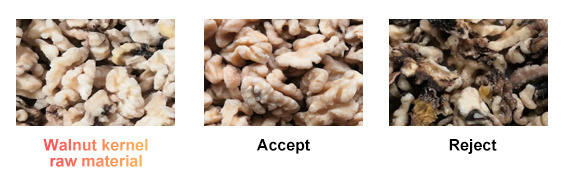
Beim Sortieren von Nüssen wird üblicherweise eine große Menge Nüsse in den Einfülltrichter des Farbsortierers für Erdnüsse, Walnüsse und Cashewnüsse von Techik Nuts gegeben. Dieser analysiert dann mithilfe von Kameras und Sensoren jede Nuss, während sie das Sortiersystem durchläuft. Der Farbsortierer für Erdnüsse, Walnüsse und Cashewnüsse von Techik Nuts kann fehlerhafte Nüsse, wie z. B. gerissene oder verfärbte, schnell identifizieren und aussortieren und von den qualitativ hochwertigen Nüssen trennen.
Farbsortierer von Techik Nuts für Erdnüsse, Walnüsse und Cashewnüsse werden häufig in Nussverarbeitungsanlagen eingesetzt, um die Effizienz und Genauigkeit des Sortierprozesses zu verbessern. Durch den Einsatz modernster Technologie zur schnellen und präzisen Identifizierung und Sortierung von Nüssen tragen die Sortiermaschinen dazu bei, Abfall zu minimieren und sicherzustellen, dass nur hochwertige Nüsse verpackt und an die Verbraucher verkauft werden.
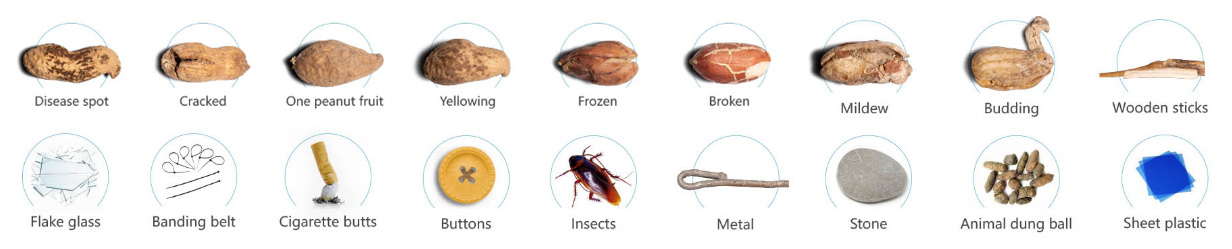
Die Sortierleistung der Farbsortierer für Nüsse, Erdnüsse, Walnüsse und Cashewnüsse von Techik:




Optische Sortiergeräte werden in der Lebensmittelindustrie häufig eingesetzt, um Lebensmittel anhand ihrer physikalischen Eigenschaften wie Größe, Form, Farbe und Textur zu sortieren und zu klassifizieren. Diese Geräte nutzen fortschrittliche Bildverarbeitungstechnologien und Hochgeschwindigkeitskameras, um das Aussehen von Lebensmitteln zu analysieren und sie nach Qualität und Güteklasse zu sortieren.
Bei Nüssen können optische Sortiergeräte eingesetzt werden, um verschiedene Nusssorten wie Mandeln, Erdnüsse, Pistazien und Walnüsse nach Größe, Form, Farbe und Defekten zu sortieren. Diese Geräte können Fremdkörper wie Schalen, Steine und Ablagerungen erkennen und entfernen und die Nüsse nach Aussehen und Qualität klassifizieren.
Zu den Hauptvorteilen optischer Sortiergeräte für Nüsse zählen eine höhere Effizienz, Genauigkeit und Konsistenz bei der Sortierung sowie geringere Arbeitskosten und eine verbesserte Produktqualität. Durch die Automatisierung des Sortierprozesses können diese Geräte Lebensmittelverarbeitern helfen, ihre Betriebsabläufe zu optimieren und ihre Wettbewerbsfähigkeit auf dem Markt zu steigern.