



Nüsse Erdnüsse Walnüsse Cashewnüsse Farbsortierer
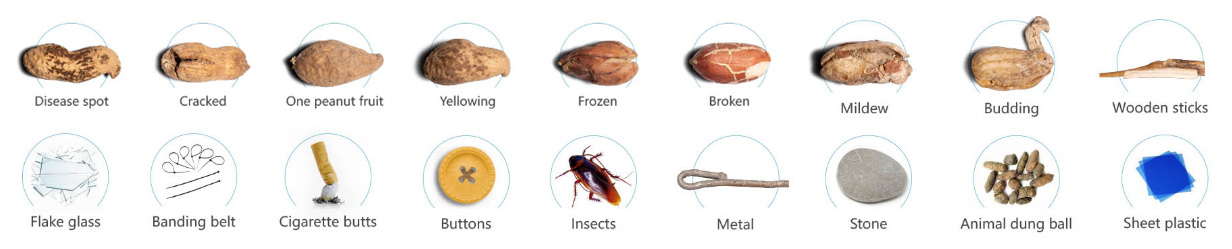
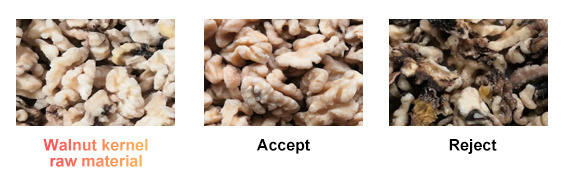
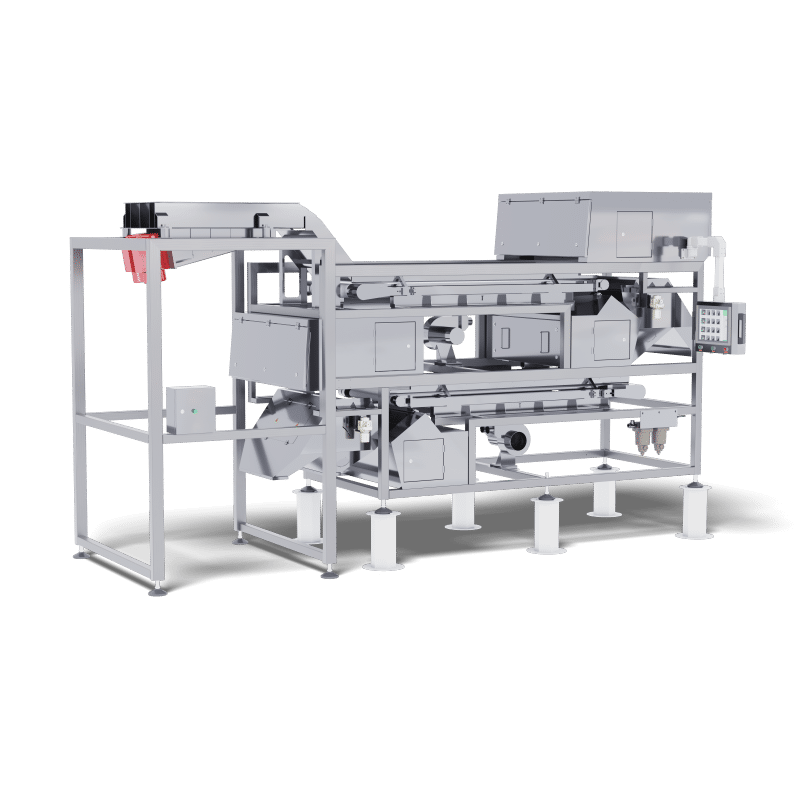
Der Sortierprozess von Nüssen beginnt typischerweise damit, dass eine große Menge Nüsse in den Einfülltrichter der Farbsortiermaschine von Techik Nuts (Erdnüsse, Walnüsse, Cashewnüsse) gegeben wird. Anschließend analysiert die Maschine mithilfe von Kameras und Sensoren jede einzelne Nuss während des Sortiervorgangs. Die Farbsortiermaschine von Techik Nuts (Erdnüsse, Walnüsse, Cashewnüsse) kann fehlerhafte Nüsse, wie z. B. beschädigte oder verfärbte, schnell erkennen und aussortieren und von den einwandfreien Nüssen trennen.
Farbsortiermaschinen von Techik für Erdnüsse, Walnüsse und Cashewnüsse werden häufig in Nussverarbeitungsbetrieben eingesetzt, um die Effizienz und Genauigkeit des Sortierprozesses zu verbessern. Durch den Einsatz fortschrittlicher Technologie zur schnellen und präzisen Identifizierung und Sortierung von Nüssen tragen die Sortiermaschinen dazu bei, Abfall zu minimieren und sicherzustellen, dass nur qualitativ hochwertige Nüsse verpackt und an Verbraucher verkauft werden.
Die Sortierleistung der Techik-Farbsortiermaschinen für Erdnüsse, Walnüsse und Cashewnüsse:




Optische Sortieranlagen werden häufig in der Lebensmittelindustrie eingesetzt, um Lebensmittel anhand ihrer physikalischen Eigenschaften wie Größe, Form, Farbe und Textur zu sortieren und zu klassifizieren. Diese Anlagen nutzen fortschrittliche Bildverarbeitungstechnologien und Hochgeschwindigkeitskameras, um das Aussehen der Lebensmittel zu analysieren und sie entsprechend ihrer Qualität und Güteklasse zu sortieren.
Bei Nüssen können optische Sortieranlagen eingesetzt werden, um verschiedene Nusssorten wie Mandeln, Erdnüsse, Pistazien und Walnüsse anhand von Größe, Form, Farbe und Mängeln zu sortieren. Diese Anlagen erkennen und entfernen Fremdkörper wie Schalen, Steine und Verunreinigungen und klassifizieren die Nüsse nach Aussehen und Qualität.
Die wichtigsten Vorteile optischer Sortieranlagen für Nüsse liegen in der gesteigerten Effizienz, Genauigkeit und Konsistenz des Sortierprozesses sowie in den reduzierten Arbeitskosten und der verbesserten Produktqualität. Durch die Automatisierung des Sortiervorgangs können diese Anlagen Lebensmittelverarbeitern helfen, ihre Abläufe zu optimieren und ihre Wettbewerbsfähigkeit auf dem Markt zu steigern.
Produktkategorien
-

Gewürzfarbsortierer
-

Multifunktionale Reissortiermaschine
-

Intelligentes Kombinationsgerät für Röntgen- und Sichtprüfung...
-

Optische Farbsortieranlage für Erdnüsse
-

Sortier- und Klassifizierungsanlage für Gemüse, Tomaten und Sesamsamen...
-
Sortierung nach Farbe: Rot, Grün, Gelb, Getrocknete Paprika, Chili...