







Sortier- und Trennmaschine für Gemüse, Tomaten und Sesamsamen
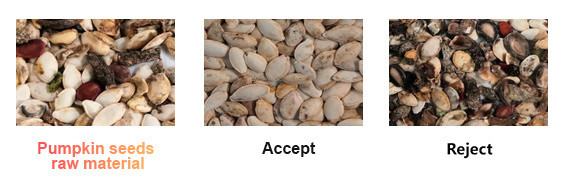
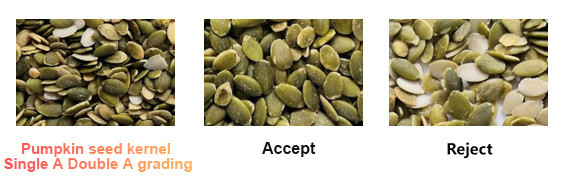
Im Agrarsektor werden Saatgut wie Kaffeebohnen, Mais, Bohnen, Reis und verschiedene andere Getreidearten mithilfe von Sortiermaschinen für Gemüse, Tomaten und Sesam von Techik sortiert. In der Lebensmittelverarbeitung werden Samen wie Sonnenblumenkerne, Kürbiskerne und Sesamsamen ebenfalls nach Farbe sortiert, um eine gleichbleibende Qualität zu gewährleisten und verfärbte, beschädigte oder fremdartige Bestandteile auszusortieren.
Die Farbsortiertechnologie ermöglicht eine schnelle und präzise Trennung der Samen und verbessert so die Gesamtqualität des Endprodukts, indem fehlerhafte oder unerwünschte Teile aus der Charge entfernt werden.
Die Sortierleistung von TechikSortier- und Trennmaschinen für Gemüse, Tomaten und Sesamsamen:










Die Sortier- und Trennmaschinen von Techik für Gemüse, Tomaten und Sesam finden in verschiedenen Branchen Anwendung, die mit Saatgutproduktion, Landwirtschaft und Lebensmittelverarbeitung zu tun haben. Zu den wichtigsten Anwendungsbereichen gehören:
Sortierung von Saatgut in der LandwirtschaftFarbsortiermaschinen für Saatgut werden in der Landwirtschaft häufig eingesetzt, um verschiedenste Saatgutsorten wie Mais, Weizen, Reis, Sojabohnen, Sonnenblumenkerne, Kaffeebohnen und vieles mehr zu sortieren. Sie helfen dabei, das Saatgut nach Farbe, Größe, Form und Mängeln zu trennen und so die Produktion von hochwertigem Saatgut für die Aussaat sicherzustellen.
Qualitätskontrolle in der Saatgutproduktion: Saatgutunternehmen setzen Farbsortierer ein, um die Qualität des Saatguts vor Verpackung und Vertrieb sicherzustellen. Durch das Aussortieren von fehlerhaftem, verfärbtem oder beschädigtem Saatgut verbessern diese Maschinen die Gesamtqualität der Saatgutcharge.
Entfernung von VerunreinigungenZusätzlich zur Sortierung der Samen nach Farbe können diese Maschinen Verunreinigungen wie Steine, Ablagerungen oder andere Fremdkörper, die mit den Samen vermischt sind, erkennen und entfernen und so Reinheit und Sauberkeit gewährleisten.
LebensmittelverarbeitungsindustrieFarbsortiermaschinen werden in der Lebensmittelindustrie eingesetzt, um verschiedene essbare Samen wie Sesamsamen, Kürbiskerne, Linsen, Kichererbsen und andere zu sortieren. Sie gewährleisten Einheitlichkeit in Farbe und Qualität und erfüllen so die Verbraucherpräferenzen und Industriestandards.
Erhöhter ErnteertragDurch das Aussortieren minderwertiger Samen und Verunreinigungen tragen Farbsortiermaschinen zu höheren Ernteerträgen bei. Die Aussaat von hochwertigem, nach Farbe und anderen Merkmalen sortiertem Saatgut kann zu besseren Keimungsraten und gesünderen Pflanzen führen.
Einhaltung der Export- und ImportbestimmungenDie Sortierung von Saatgut mithilfe von Farbsortiermaschinen gewährleistet die Einhaltung der Export- und Importbestimmungen sowie die Erfüllung der von verschiedenen Ländern oder Regionen festgelegten Qualitätsstandards.
Insgesamt ist der Einsatz von Saatgutfarbsortierern von entscheidender Bedeutung, um die Produktion von qualitativ hochwertigem Saatgut zu gewährleisten, die Konsistenz zu wahren, die Marktanforderungen zu erfüllen und zur Effizienz und zum Erfolg der Agrar- und Lebensmittelverarbeitungsindustrie beizutragen.
Die Sortier- und Trennmaschinen von Techik für Gemüse, Tomaten und Sesam sind hochentwickelte Anlagen mit vielfältigen Funktionen zur effektiven Sortierung von Saatgut nach Farbe und anderen Merkmalen. Zu den wichtigsten Merkmalen der Techik Sortier- und Trennmaschinen gehören:
Hochauflösende KamerasDiese Sortiermaschinen sind mit hochauflösenden Kameras ausgestattet, die detaillierte Bilder der Samen während des Sortiervorgangs aufnehmen. Die Kameras liefern präzise und klare Bilder für eine genaue Farberkennung.
Fortschrittliche optische SensorenMithilfe fortschrittlicher Sensortechnologie können diese Sortiermaschinen subtile Farbunterschiede und andere Merkmale wie Größe, Form und Defekte an den Samen erkennen.
Anpassbare SortierparameterFarbsortiermaschinen für Saatgut bieten anpassbare Einstellungen zur Optimierung von Sortierparametern wie Farbschwellenwerten, Formerkennung, Größensortierung und Fehlererkennung. Diese Flexibilität ermöglicht die individuelle Anpassung an spezifische Saatgutsorten und Qualitätsanforderungen.
Echtzeit-BildverarbeitungDie Maschinen nutzen Echtzeit-Bildverarbeitungsalgorithmen, um die aufgenommenen Bilder der Samen schnell zu analysieren. Dies ermöglicht eine rasche Entscheidungsfindung für die Sortierung anhand vordefinierter Kriterien.
Hohe SortiergenauigkeitMithilfe ausgeklügelter Algorithmen und präziser Sensoren erreichen Saatgutfarbsortierer eine hohe Sortiergenauigkeit, minimieren Fehlalarme und stellen sicher, dass nur die gewünschten Samen sortiert werden.
Mehrere SortiermodiDiese Sortiermaschinen verfügen oft über mehrere Sortiermodi, um unterschiedlichen Anforderungen gerecht zu werden. Sie können nach Farbe, Größe, Form und sogar nach bestimmten Defekten oder Fremdkörpern sortieren.
Hohe DurchsatzkapazitätFarbsortiermaschinen für Saatgut sind auf hohen Durchsatz ausgelegt und können große Mengen Saatgut in kurzer Zeit verarbeiten. Diese Eigenschaft steigert die Effizienz der Saatgutproduktion erheblich.
Benutzerfreundliche OberflächeDie meisten Farbsortiermaschinen für Saatgut verfügen über benutzerfreundliche Schnittstellen, die es den Bedienern ermöglichen, den Sortiervorgang einfach zu überwachen, Einstellungen anzupassen und Wartungsarbeiten bequem durchzuführen.
Diese Merkmale ermöglichen es den Farbsortiermaschinen, Saatgut effizient und präzise nach Farbe und anderen Eigenschaften zu sortieren und so eine hohe Saatgutqualität für verschiedene Anwendungen in der Landwirtschaft und Lebensmittelverarbeitung zu gewährleisten.





